微康益生菌:智能制造引领产业链升级,凸显新质生产力价值
益生菌产业,作为具有代表性的大健康生物制造产业,成为了我国食品工业健康转型的重要发展载体和关键增长引擎。伴随着微康益生菌三期菌种工厂的盛大投产,益生菌行业再次被注入一剂强心剂,亦标志着行业智能制造迈向新高度。

益生菌智能制造开启新篇章,引领产能+效能双增长
微康益生菌三期工厂作为江苏省重大项目,项目总投资15亿元,拥有世界领先的规模化智能生产设备和自动化技术。投射到智能制造的核心环节层面,微康在发酵上实现了全流程厌氧保护工艺,在离心上具有全球领先的连续离心系统,在冻干上单体设备总冻干处理面积行业领先,同时在模块化生产流程上实现了标准化种质保藏、发酵、后处理方案、菌粉出仓管理。当然,其规模化建设更是领先行业,目前,三期工厂的发酵系统总体积达400吨,德国GEA300离心机3台套,真空冷冻干燥总面积达4000多平米,并且已经实现在规模化智能制造生产关键核心技术的重大突破。
通过与德国西门子、GEA及东富龙等企业的深度合作,微康益生菌真正构建了益生菌智能制造生态圈,实现了从发酵配料到菌粉出仓的全程自动化参数采集与无人控制,这种全流程智能化管理的生产线不仅大幅提高了生产效率,更确保了产品质量的稳定可靠,完成了产能与效能的双增长引擎驱动。

微康益生菌共规划筹建5个国际先进的益生菌菌种智能制造基地,当前已建成3个。预计三期项目投产后,微康益生菌将向国内市场投入600吨高品质益生菌原料,规模化量产和新工艺使得部分菌粉成本直接下降超50%,并有效推动终端市场的应用拓展,满足广大消费者的深层健康需求。此外,智能制造带来的影响也将深刻辐射到产业链分工,有力推动益生菌行业上下游的紧密合作与协同发展。值得关注的是,待四期、五期菌种工厂建成投产后,微康益生菌总产能可达益生菌原菌粉2000吨、凝结芽孢杆菌原菌粉1000吨的规模,在益生菌原料端位居全球前列。

创新研发缔造高质量,吹响行业新质生产力
作为行业的开拓者,微康益生菌始终坚持质量和技术为公司发展总路线,强化技术创新驱动和规模化、数字化智能制造,释放高质量生产力,为市场提供高品质益生菌,促进人类健康与环境可持续发展。

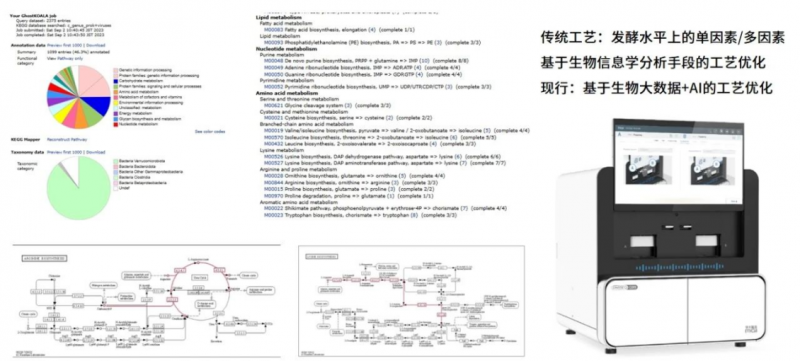
新质生产力的特点是创新,关键在质优,本质是先进生产力。正是对于新质生产力的不断推进,专业与品质成为了微康益生菌的核心代名词。在功能性开发上,微康严格遵循菌株筛选、细胞水平评价、动物模型验证、临床循证等开发要求,拥有全套评价技术和评价方案,建立有不同的细胞模型、多元的动物模型研究平台、系统的临床试验平台,确保每一个菌株上市使用安全,功效明确;在工艺优化上,微康拥有高通量菌株筛选与发酵参数优化平台以及在线活细胞与光密度监测,优化效率大大提升。值得关注的是,微康已建成“云平台管理+基于生物大数据+AI的智能工艺优化”的完整科学体系,在实时全面采集分析数据、放大工艺规模、异常情况监测等关键环节上展现出不俗实力,可有效赋能生产和菌种产业化需求,令行业瞩目。
当前,新一轮科技革命和产业变革加速演进,创新赋能的重要性日益凸显。在国家生物制造政策的推动下,微康益生菌凭借技术创新和产业化实力,成为益生菌行业内新质生产力的杰出代表,科研的持续投入以及智能制造的赋能加持,不仅提升了企业自身生产效率和产品质量,也促进了整个行业的可持续发展。据悉,微康益生菌正着力推进益生菌菌株临床循证及应用研究,加速活菌新药开发进程,进一步推动益生菌行业货架期标准,构建益生菌行业发展新生态,以提供优质益生菌菌种及完善的应用解决方案。可以说,在生物制造和新质生产力的篇章上,微康益生菌以专业和品质留下了浓墨重彩的一笔。
声明:发布该信息旨在为读者提供更多新闻资讯。所涉内容不构成投资、消费建议,仅供读者参考。